Remote access game changer with robot system installation
Due to import duties, transport costs and higher labour costs, in recent years robots from Europe have become less and less competitive in countries such as China. Also for Tebulo Industrial Robotics it became more and more difficult to compete with local companies abroad. So, Tebulo Industrial Robotics decided to utilise remote access during system commissioning. In recent years they have gained a wealth of experience with this methodology.
Now, in the COVID-19 period, remote access for Tebulo Industrial Robotics turned out to be the game changer. Rob Beentjes, General Director at Tebulo Industrial Robotics explains the new approach: The engineering of all parts of our robot cells for the Chinese market is still carried out in the Netherlands. Subsequently, the drawings package, excluding the drawings of the intelligent parts, will be transferred to Tebulo’s Chinese distributor, who acquires and manufactures the various components on location: This includes components such as control cabinets, the steel frame, the standard ABB robot etc. During the construction of the different parts of the robot cell in China, the project is handled directly by the Dutch Tebulo organisation.”
Intelligent parts
The robot’s intelligent parts, such as the nozzle with the robot tools and the software, are fully manufactured and tested in the Netherlands and then transported to China with the necessary cables and hoses for on-site assembly. Subsequently, the Chinese distributor and his team assemble the robot cells in their own test and assembly hall. Upon purchase, the system is then transported to the customer. Together with the Dutch colleagues, who are monitoring the software by remote access while watching ‘live’ images, the Chinese distributor brings the robots into operation.
Experience
Hans Spaans, Technical Director at Tebulo Industrial Robotics: “It is worth mentioning that the Chinese distributor’s team has been extensively trained by our own people in the Netherlands. Moreover, the Dutch colleagues, well before the COVID-19 crisis, visited China to provide instructions on location. It is a Covid-proof approach which has yielded a substantial improvement in efficiency, considerable time savings, and a lower Total Cost of Ownership. The proven concept is now further being developed for the European market. We do this in order to achieve independence, despite travel restrictions, and to optimally serve our clients, even during Covid times. The first projects in Switzerland and Germany have already been successfully completed during the lockdown period.“
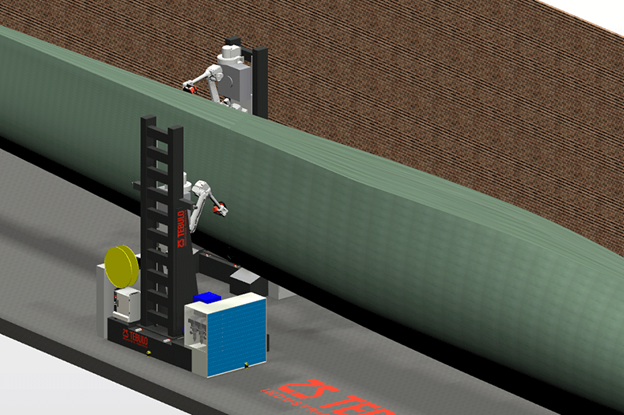
New to the Tebulo Industrial Robotics range is a simple modular rail system for robots developed entirely in-house. By means of this rail system, the robot range may easily be expanded, without the need of an intelligent and costly 7th axis.
In order to accommodate the 24/7 production process in the steel and aluminium industry, production lines come equipped with two entrance reels. The distance between these reels varies per installation and may be beyond the reach of one robot. Until recently in such a situation, it took two robots to cut the straps of the steel coil. Each of these robots was placed near a reel. Thanks to the new rail system, the Tebulo Industrial Robotics De-Strapper, mounted on a carrier on the rail system, easily moves smoothly up and down between the two entrance reels.
Strapwinder
The robot takes the removed straps and hands them to the Tebulo strapwinder, positioned in the middle between the entrance reels. Interestingly enough, the De-strapper can feed the strapwinder on both sides with the removable straps. Contrary to an intelligent 7th axis fully integrated in the robot software in terms of control, these new tracks do not require complex built-in software and controls. Hans Spaans, Technical Director at Tebulo Industrial Robotics: „In many applications, like the above mentioned De-Strapper, the complex intelligence of a 7th axis is superfluous. A simple solution as described above will suffice. Not only is it much cheaper, but its integration is quite flexible: The mentioned modular rail construction with its frequency-controlled drive system is easily scalable for the required robot movements. The supporting construction may easily be adapted to any on-site customer situation.”
Ook bij Tebulo Industrial Robotics in Warmenhuizen staat innovatie voorop. Het bedrijf ontwikkelt en produceert robotica voor onder meer de staalindustrie, de bouw en toepassingen voor duurzame energie. Het uitgangspunt is vernuftige systemen ontwikkelen die hun klanten helpen hun productie efficiënter en veiliger te maken, op te schalen en/of te versnellen. Zo zullen robots steeds meer onderdeel gaan worden van de woningbouw en kan de productie van windmolens veel sneller met een paar extra sterke armen in de productie. Managing director Rob Beentjes vertelt: “Wij proberen de vraagstukken van onze klanten op te lossen met robotica. Dat is een leuke uitdaging, want elke vraag is anders en soms is het echt een enorme puzzel.” Het is dan ook niet voor niks dat Tebulo voor de Belastingdienst onder de zogenaamde Innovatie Box regeling valt. Rob: “Onze robots zijn geen warme broodjes. Steeds iets nieuws ontwikkelen brengt enorme risico’s met zich mee. De Nederlandse overheid erkent die risico’s en stimuleert innovatie door het te belonen.”
Over het algemeen wordt robotica ingezet voor werk dat valt onder een van de vier D’s: Dirty, Difficult, Dangerous en Dull. Vies, Moeilijk, Gevaarlijk en Saai dus. Rob: “Voorheen werd robotica gezien als een bedreiging voor bepaalde functies, maar de markt is er nu klaar voor. Een van de oplossingen in de categorie ‘dangerous’ is bijvoorbeeld een machine die codes op staalrollen print.” Hij legt uit: “Staalrollen worden overal gebruikt. Metaal zit nou eenmaal overal in. Of je nu in de auto-industrie werkt, bij HGG of bij Tata Steel, je komt ze overal tegen. Die rollen worden allemaal gecodeerd, maar ze zijn al gauw zo’n 600 graden. Daar wil je niet te dichtbij staan. Wij maken dus zogenaamde coil markers die dat wel kunnen.”
Denkers en bouwers
De robots van Tebulo Industrial Robotics worden over de hele wereld gebruikt. Rob: “80 tot 90 procent van onze productie is voor het buitenland. De kennis zit in Warmenhuizen. We hebben een sterk team van engineers, onder andere op het gebied van software, mechanica en elektronica en ‘vision’. Robots hebben steeds vaker ‘ogen’ in de vorm van camera’s en sensoren. Assemblage vindt plaats in Warmenhuizen en voor de Chinese markt ook deels in China.
Voorheen gingen we daar vaak naartoe, maar door corona werden ook wij gedwongen op afstand te werken. De technische mogelijkheid tot remote access lag al even te wachten, maar in China zagen ze liever dat we gewoon langs kwamen. Nu blijkt dat het best goed werkt.”
Tebulo is altijd op zoek naar nieuwe mensen. Rob: “Zowel in engineering als in assemblage en onderhoud. We hebben ook altijd mbo-, hbo en TU-studenten in huis die bij ons afstuderen en zijn een erkend leerbedrijf.” Hij onderschrijft de innovatie-gedachte van Jack Kistemaker. Studenten van nu zijn de innovators van morgen. Rob: “Het is je maatschappelijke plicht op te leiden, vind ik. Behalve aan studenten bieden we binnen de Tebulo Academy dan ook opleidingsmogelijkheden aan eigen werknemers.”
Höhere Produktion, Sicherheit und Qualität durch Kenntnisse über Roboter
12 May 2021 by Bertus Bouwman und Peter Oehmen, Niederlande Nachrichten
Mit intelligent integrierten Robotern hat Tebulo Robotics einen festen Kundenstamm bei großen Maschinenbauern und in der weltweiten Aluminium- und Stahlindustrie. „Auch im Bauwesen, bei erneuerbaren Energien, in der Luftfahrt und im maritimen Bereich können wir etwas bewirken.“
Unter dem Rauch der Koninklijke Hoogovens (heute TataSteel) wuchs die 1974 gegründete Tebulo Robotics aus dem niederländischen Warmenhuizen. Inzwischen wenden sich Kunden aus der ganzen Welt an die Niederländer, um ihre Fabrikprozesse mit integrierten Robotern effizienter zu gestalten. „Unser Ziel ist es, die Fertigungsindustrie mit der besten verfügbaren Robotik zu Höchstleistungen zu bringen“, sagt Geschäftsführer Rob Beentjes.
Obwohl Tebulo Kunden auf der ganzen Welt hat, konzentriert sich das Unternehmen immer mehr auf Deutschland. „Wir arbeiten schon lange gut mit großen Maschinenbauern und Konzernen aus der Aluminium- und Stahlindustrie wie ThyssenKrupp, Salzgitter und Novelis zusammen, aber wir glauben, dass wir auch mit Unternehmen aus vielen weiteren Branchen gut zusammenarbeiten können.“
Bibliothek von Fachwissen
In immer mehr Fabrikprozessen kann ein Roboter Arbeit abnehmen. Entscheidend ist jedoch, wie Sie den Roboter einsetzen, sagt der Unternehmensentwickler Pieter Oord. „Der Roboter als solcher ist ein ‚dummes Ding‘. Die Kombination mit der richtigen Software und den richtigen Tools macht letztlich den Unterschied.“
Um einen Roboter richtig in den Produktionsprozess zu integrieren, ist viel Wissen und Erfahrung erforderlich, ergänzt Beentjes. „Um die richtige Gesamtlösung anbieten zu können, braucht man Ingenieurwissen. Dank unserer 35-jährigen Erfahrung haben wir sozusagen eine Bibliothek von Fachwissen aufgebaut.“
Und das ermöglicht es Tebulo, in kürzester Zeit Lösungen nach Maß zu finden. „Jetzt, wo wir immer häufiger auch außerhalb der Stahlindustrie arbeiten, sehen wir, dass unser Ansatz auch in anderen Branchen gut funktioniert.“
Autonomer, mobiler Roboter
Ein gutes Beispiel ist der von Tebulo Robotics entwickelte Autonome Mobile Roboter (AMR), der die Rotorblätter von Windkraftanlagen automatisch inspiziert, schleift und poliert.
Die gleiche Technik kann auch im maritimen Bereich oder in der Luftfahrt eingesetzt werden. Es wurden bereits erste Gespräche mit der Fluggesellschaft KLM über das vollautomatische Schleifen und Lackieren von Flugzeugen geführt.
„Aber man kann diese Art von Robotern auch für die Behandlung aller Arten von großen und schwer zugänglichen Oberflächen einsetzen. Und man kann damit digitale 3D-Bilder erstellen.“
Sowohl in Deutschland als auch in den Niederlanden herrscht Wohnungsknappheit. „Die Bauindustrie wird immer mehr Serienhäuser bauen. Diese Art von Fertighäusern wird in Fabrikhallen nach Vorbild der Automobilindustrie zu Tausenden vorbereitet. Auch hier kann die Robotik einen großen Mehrwert bieten.“
Tebulo Robotics Stärke liegt in Maßlösungen, sagt Beentjes. „Wir bringen unsere eigene 35-jährige Lernkurve zum Kunden. Dank dieses Pakets fühlen wir uns auch in anderen Branchen und Märkten schnell zu Hause.“
Dieses Gefühl hat der Roboterspezialist auch in Deutschland, wie zuletzt auf der digitalen Hannover Messe, erzählt Beentjes. „Es ist äußerst effizient mit fast zehn Gesprächen am Tag. Aber ich vermisse die Messeatmosphäre, die guten Gespräche und die herzlichen Kontakte. Am liebsten würde ich morgen wieder auf die Autobahn fahren, um unsere Kunden zu besuchen.“
Exclusive: Robot trial looks to speed up production for large wind turbine blades
5 February 2021 by Eize de Vries, Windpower Monthly
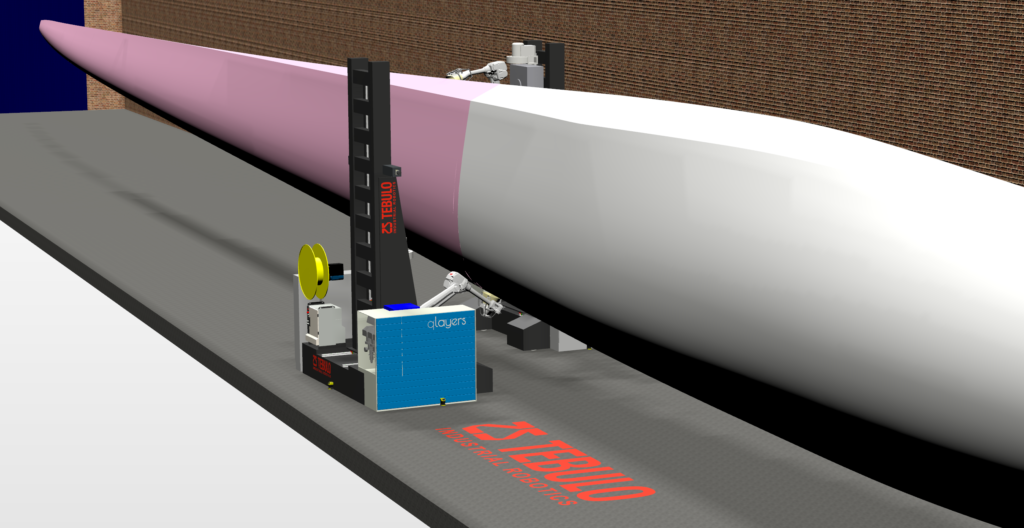
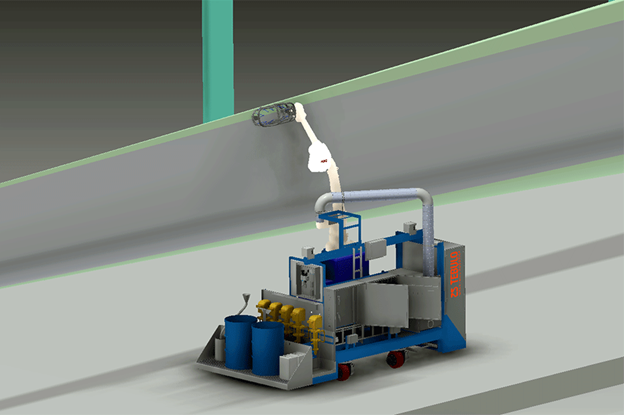
Dutch firm TebuloRobotics hopes its autonomous mobile robot (AMR) vehicles will be able to coat a 100-metre blade in 90 minutes. All they need is a smooth, obstacle-free factory floor
TebuloRobotics’ scaled AMR vehicle during the blade coating demonstration
As rotor blades get ever longer, manufacturers are looking for ways to automate the still many manual steps involved in their serial production. Dutch high-tech industry solutions developer and equipment supplier TebuloRobotics recently gave a precision blade coating demonstration of their latest autonomous mobile robot (AMR) vehicle designed with this in mind.
During the demonstration with a short-straight-scaled blade section, each time the AMR completed a partial coating task, it would move autonomously to a new predetermined position, temporarily lock its wheels before working on the new section and then move on again.
Multi-purpose tool carrier
The AMR’s four electrically driven 360-degree rotatable wheels allow it to move precisely and without restrictions in all directions. The vehicle further incorporates many other innovative features, including cutting-edge external guided motion (EGM) technology for following complex three-dimensional turbine-blade shapes and curvatures, without requiring detailed product dimensioning to be pre-programmed into the robot.
“The AMR, being functionally a multi-purpose tool carrier, carries all its necessary supplies like paint containers in blade-coating application mode,” explains Hans Spaans, technical director at TebuloRobotics. “It also incorporates all computerised industrial PC and programmable logic controller (IPC/PLC)-based controls to enable the vehicle’s own autonomous movements and to operate the industrial ABB robot plus application device(s) for conducting specific tasks.”
To perform precision coating of a blade, the advanced spray head developed by Dutch start-up Qlayers is attached to the robot’s arm. Additional integrated support systems include a surplus-paint-particle removal provision with built-in suction and cleaning filter units, all incorporated within the carrier vehicle. “Cleaned” air is then released again in the coating space through vents in the vehicle’s bottom section.
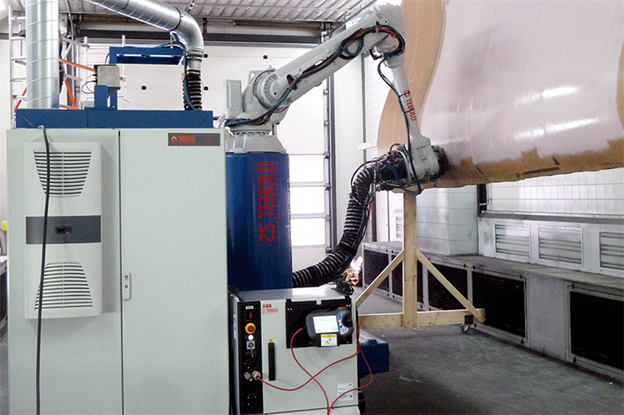
Following the successful proof-of-concept test of the scaled demonstrator (right) with a 3.5-metre vertical reach at a rented facility near Leiden, the Netherlands, the hi-tech unit will be shipped at short notice to an unnamed customer working towards the anticipated full-scale product launch — with a reach of 8 metres — this summer.
Here it will perform a series of trials to demonstrate the AMR’s capabilities and potential as a major leap forward in automating processes requiring high levels of precision, which are currently done manually during rotor-blade serial production.
Such automation is widely considered an essential precondition for efficient, cost-effective blade manufacturing as suppliers look to increase production volumes as well as accommodate continuous incremental size increases — with the latest onshore blades now reaching 80-85-metre-plus lengths and next-generation offshore models at 100-115-plus metres.
The next envisaged step, after completing these demonstration and validation trials, is building a full-scale AMR developed along the same main principles, says Spaans. “Our goal is to complete this full programme until the product’s launch within the next six months,” he adds.
Deployment options
“One of the product’s key characteristics is to make it highly flexible for autonomously performing multiple, automated tasks in different industries, including wind. It could carry out multiple processes during typical rotor-blade production, at different manufacturing stages.”
Spaans lists some examples for potential AMR-deployment:
The AMR could, for instance, autonomously apply glue all along the edges of one shell before a blade mould containing two shells and all internal components is closed. After the cured blade has been taken from the mould, the carrier vehicle could be redeployed for deburring the blade seams with an electrical cutting tool mounted to the robot arm.
Potential additional AMR usages include:
non-destructive inspections of blades’ laminate;
surface grinding and cleaning;
precision coating and polishing;
and attaching add-on features, such as vortex generators and trailing-edge serrations.
The AMRs could also perform tasks such as surface sanding or polishing
Pieter Oord, TebuloRobotics’ business developer, gives some more insights into the inner workings of the in-house developed and built AMR. “The vehicle has two built-in sensors to control the precision movement, including to predetermine logical pathway and real-time position coordinates,” he said. “They also check the required precise distances to a specific object, like the blade surface, along the longitude axis and relative to the blade surface. A great overall benefit of AMR-type systems is their built-in capability for achieving high accuracy levels by using EGM technology.”
For this EGM-enabled control, up to four additional positioning sensors are integrated into the robot’s head to accurately steer and control the movements of the ABB robot arms with a dedicated application tool.
Matchmaker
ABB Robotics sales engineerMartijn Dubbelman is the matchmaker who connected TebuloRobotics and Qlayers about two years ago for this ambitious project. He recalls how it started: “We already had an excellent professional relationship with TebuloRobotics, having cooperated on many projects over 25 years, and saw opportunities for teaming up with these two hi-tech companies. Wind-turbine rotor blades are a key example where advanced automation can offer huge potential, especially when combined with AMR deployment.”
These blades are large-scale structures characterised by complex three-dimensional shapes and curvatures and continuing to grow in size. This combination of factors was the main reason ABB Robotics thought it worth investigating how the three companies could jointly create added value.
Main challenges
Developing the AMR to carry out robotised coating and other complex application activities involving the latest and largest rotor blades of 100 metres or more brought some major challenges, as Spaans recalls.
“We used a generic 100-metre reference blade for our system modelling and AMR design input, with a 6-metre-range chord length [largest width] and around 7-metre pre-coning. Another key factor that needed addressing is the blade’s unavoidable sagging behaviour due to its own length and mass.” As a result, the built-in sensors recognise the position of a surface to be processed in real time. This means changes in object position resulting from structure sagging or other factors are no longer a problem, unlike in a conventional “rigid” system layout.
TebuloRobotics’ design team initially looked into such conventional guided-rail or gantry-type solutions for industrial robots or robot-mounting. However, both options ultimately lacked the flexibility necessary for performing the complex tasks and were abandoned. The decision was made to focus on AMR-technology, which has the huge added benefit to be capable of moving and operating fully autonomously. All it requires is a relatively smooth factory floor without obstacles, and no other modifications to an existing “conventional” blade production plant are necessary.
Oord says: “The fully automated, autonomous operating mode enables the AMR to ‘search’ for a specific blade to be coated, grinded or whatever, with all the main object parameters already stored inside the unit and ready for use. It does not need specific aerodynamic blade design input for a dedicated task, and there is also no need to accurately place an object in a given physical space like a spraying hall. This is because the sensor-controlled AMR-positioning robot, in combination with up to six sensors, automatically recognises the ‘wanted’ object and all relevant parameters, including curvatures and distances to specific surfaces. The AMR-system then performs a given task.”
Programmed to be versatile
Another key factor and main development challenge is that 99% of all robots deployed in industry are “hard programmed”. This means they are “fit” to carry out specific, repetitive operational tasks, and they do this typically within 0.02mm positioning accuracy range.
The AMR and application devices such as the precision coating tool must also operate within a high-accuracy range. In addition, it requires advanced dedicated robot programming to perform time-specific movements and tasks in different physical locations. This is why TebuloRobotics developed a new set of software-based AMR tools and controls, a process that continues for further matching and integration with various application devices.
Spaans hopes a full-scale AMR could be implemented in about one year after the coating demonstrator trials have been successfully completed and the client has given the green light.
“To perform all envisaged tasks with the latest generation large-scale rotor blades, this 1:1 scale AMR requires a much larger reach, so that it can cover 6-7 metre vertical distances, along the blade aerofoil from top to bottom, for example. The enabling feature for this is a vertical guiding beam for the integrated positioning robot, which can move up and down over the full processing distance,” he explains.
For specific coating tasks, the blade is positioned with the rounded leading pointing downward and the trailing edge with semi-standard flat-back aerofoil facing upward.
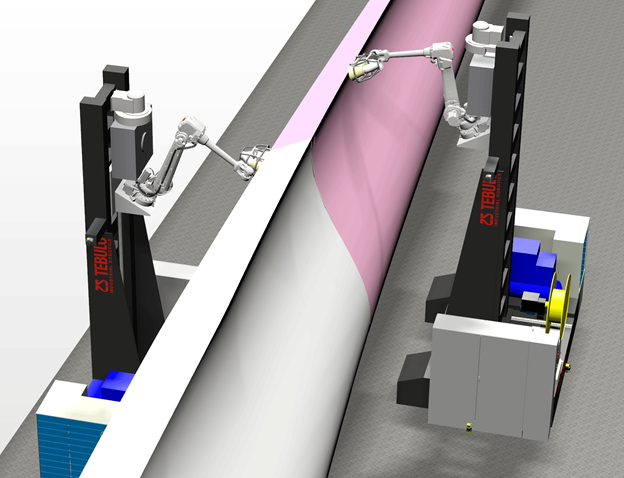
AMRs working in tandem
An optimised layout for workflow requires two AMRs per blade, one on each side, but there could logically be different configurations for other specific tasks.
Blade coating should ideally start at the blade root section, Oord suggests, with each AMR moving in predefined steps towards the blade tip. Calculations indicate that two AMRs could coat a complete 100- metre blade in about 1.5 hours, or three hours net when both a primer and closing top layer are applied. With the possibility of future single-coating solutions available, coating time would obviously be halved.
“The combination of our AMR-technology with dedicated partner technologies has the full potential to transform traditional — and to a substantial degree still manual —manufacturing practice into fully controlled, efficient, safe industrial processes. This is achieved with unparalleled accuracy and without requiring detailed product dimensioning or any specific infrastructural provisions, except a smooth, level floor space. We are positive that our fully modular scalable AMR-concept designed as universal tool carrier could provide a boost in automating other essential wind turbine manufacturing tasks and processes as well”, Oord concludes.
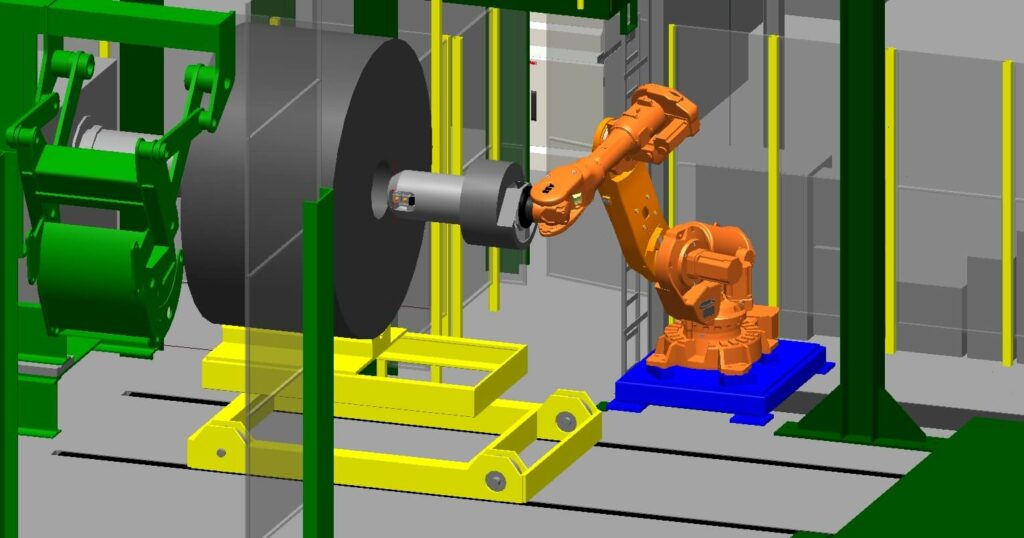
For cold coiled steel coils with material thicknesses ranging from 0.13 to 0.5 mm, the inner flap regularly drops down when it comes off the mandrel in a steel shop. And even during handling there is a considerable risk that the entire coil will collapse. This is due to insufficient internal stiffness of the coils. In the former situation, a flap that drops down must be welded or glued manually by the operator, in a relatively unsafe manner. In the latter situation, a coil weighing 30 tonnes has to be removed, because it can no longer be placed back on a mandrel. Backed by a successful feasibility study, this constituted a sufficient reason for Tebulo Industrial Robotics to engineer a new reel-hole fixation robot for the steel industry.
Contrary to the traditional solution, the robotised solution now coils the material directly onto the mandrel, so the production process may continue without unnecessary interruptions. Consequently, the 8 to 10 mm thick steel sleeves– which were traditionally pushed over the mandrel before the material could be coiled up–are no longer necessary. This makes a substantial difference in man hours and handling costs. The sleeves no longer need to be transported from one location to another. Moreover, sleeves are no longer dropped and/or deformed. There is also no longer a need to reserve storage space in a warehouse or at the mandrel.
Principles
„In developing of the head for the reel hole fixation robot, we were intensely focussed on reducing storage, handling, as well as material costs. It was also essential that the payback time was less than 1.5 years,” says Hans Spaans, CTO of Tebulo Industrial Robotics. Based on the above requirements, Tebulo Industrial Robotics, took a standard ABB robot and converted it into a new tool, with welding functionality completely tailored to this purpose. The welding tool is designed for sheets with a thickness ranging from 0.13 to 0.5 mm. The average welding depth varies from 2-3 mm (approximately 10 wraps). The number of spot welds and the welding depth together provide reinforcement of the reel hole. As in the procedure with the sleeves described above, with the newly developed robotised solution the last 10 to 15 metres of material can not be used and should therefore be disposed of as scrap.
Welding Method
„In this case, traditional spot welding was not an option, since there was no possibility to reach the back of the material. That’s why we opted for twin spot welding,” says Spaans. The twin spot welder integrated in the new robot head, consists of a welding tool with 4 welding tips (two on one side and two on the other) in conjunction with an ‘intelligently’ working pressure mechanism. The chosen welding method requires a great amount of power, so in the robot head four 40 mm thick copper, hollow water-cooled cables run from the transformer to the welding tips. The transformer is powered by a control unit located in the background. As soon as the desired welding program is entered on this unit, a low voltage and a high current runs from the transformer to the individual welding tips, generating a medium high frequency welding current for the electrical welding process. Welding occurs with a pulsation frequency between 1000 and 4000 Hz. At the part undergoing plastic deformation, temperatures may increase to 1200-1400 ° C, whereas the cooling water temperature in the 20 litre capacity unit reaches 60° C. The water in this closed loop circuit cools the welding transformer, the head cables as well as the two welding tips. So it is essential that the recycled water is constantly cooled in the heat exchanger during the welding process.”
Flap Detection
Another important design requirement was the robot head’s compact design. The robot head must always be able to enter the reel hole, without getting stuck anywhere, even when a particular flap is hanging loose. Spaans: „A coil of steel always has a 420 mm reel hole diameter. So in the design phase it was decided to maintain a minimum free passage of 340 mm for the robot head. In the available space, the head must be able to scan and weld a 360° area without any complications. The scan data are communicated to a PLC. Having made a successful scan, the entire robot head retracts and the robot takes up its starting position. Next, the PLC calculates where the robot head should start applying the first welds. We opted for a 180° rotation range because of the large number of continuously rotating (power) cables, water and pneumatic hoses. The robot head is therefore equipped with a double set of welding tips at 180° relative to each other, achieving in all cases a 360° range.”
Welding Process
The PLC then determines the exact location to start welding as well as the welding pattern, communicating the data with the line control. Next, the robot head starts out by firmly pressing the flap outwards, against the inside of the coil, creating a nice round hole. Especially for this purpose, the robot head comes equipped with a pneumatically driven cylinder with a 160 mm stroke length which pushes out two pressure blocks. The four welding tips then move alternately. Based on the transition resistance caused by several layers of material, welding requires a pressure of approximately 450 kilograms. This is achieved by two pneumatically driven cylinders, each with a 30 mm stroke length. During the application of the first welds, the coil is still half situated on the reel, ensuring the flap cannot drop inside. Upon completion of the the welding, the coil is completely removed off the reel, so that the production process may continue. Moreover, the robot can also access the coil of steel from the other side to fully strengthen the inside, 20 to 30 seconds after it has finally been completely removed from the reel. In this way, with the help of the aforementioned welding tool the coil’s own material is utilised to create a sleeve inside of the reel hole. Spaans explains: „Particularly, the detection of the beginning of the flap, and the calculation of where the first spot weld must be placed is a precision job. If the first weld is placed incorrectly, then the inner wrap pulls apart during hoisting which must be avoided at all cost.”
Operation
Depending on the processed material thickness, the selection of the correct welding parameters is initiated. During welding, it is then measured whether the current flows through or not. If the current does not flow properly, for example because the copper points are not properly pressed, this is immediately detected by a sensor which sends a feedback signal to the PLC. The correct pressure, clean pressing material, good components and a properly functioning electronic feedback system are all essential for a good weld.
Capacity
The production line, with the currently successfully running robotised welding installation, has a capacity of approximately 400 coils per week. The steel coil stays on the reel for an average of 20 to 30 seconds during the first stage of the welding process. As soon as the coil has come off the reel, it is no longer time critical at all. This leaves the robot with about 15 minutes to perform the remaining activities. In other words: Flap detection as well as producing the first welds in particular should be carried out as quickly as possible. Spaans explains: „The biggest challenge in the development of the above-mentioned robot head was to find an optimal balance between transformer, power supply, cable diameter and reel hole size. For example, 450 kilograms of pressure had to be applied in an extremely small diameter reel hole, while the robot head had to be as compact and light as possible. After all, the robot also had to be able to handle the head over a larger distance. From a safety point of view, we opted for pneumatics instead of hydraulics for the welding tool’s drive technology, since the risk of potential oil leakage was undesirable.”
Finally
The reel hole fixation robot described above can also be used for aluminium coils. Says Spaans: „Since there are so many different types of aluminium, the correct parameter set must first be determined for each type”. Finally, it is worth mentioning that the robot needs a floor space of approximately 3×3 metres, within which it can operate the so-called ‘safe move’. As soon as the robot arm detects interference with the imposed restrictions, it is fully automatically limited by the built-in safety contcoiler, which closely monitors all of its movements. Safety first,” says Spaans.
OUTOKUMPU in Swedish Avesta: ‘Safety is the top priority for our people’
With more than 800 employees at Outokumpu in Avesta, the company tirelessly works day in, day out, to produce high performance stainless steel in coils or sheets based on recycled scrap from Europe. During the production process, straps removal from stainless steel coils was causing a safety hazard when the straps were removed manually. Consequently, there were risks for injuries or pinching. For this reason, Outokumpu decided to invest in De-strappers and strapwinders, invented and made by Tebulo Industrial Robotics in 2017. And it paid off. Since then, the number of safety incidents has clearly reduced.
The steel manufacturer Outokumpu has a very long history in producing consistent, high-quality stainless steel. As inventors, and nowadays global leader, of this material they have 53 locations around the world, where they produced 2.2 million tons of stainless steel with over 10,000 employees in 2019. A very well-known site of Outokumpu, with centuries of experience in steel making and long traditions (as e.g. duplex was invented here), is Avesta in Zweden. Outokumpu´s production assortment on this site covers a wide array of corrosion-resistant stainless steels for highly corrosive environments and stainless steel products for specific applications or demanding end use applications.”
Historical Background
As in all manufacturing industries heavy jobs have been carried out manually over decades. Ola Modigs, Head of the Investment Projects at Outokumpu Avesta explains: „It’s no coincidence that safety and sustainability have been high on the agenda at our factory for many years, and no expense is spared to ensure that our employees may go home safely in the evening. For this reason, starting in 2017, Outokumpu has invested in the acquisition of De-Strappers and strapwinders to be able to carry out the removal of the tens of thousands of steel straps every year more safely, without the intervention of people.”
Sales
Modigs: „Our Avesta production site daily processes thousands of tons of recycled scrap metal into approximately 1,000 coils of stainless steel per month. The scrap metal is derived from appliances and various equipment from all over Europe. The coils of stainless steel are sold to be utilized for the construction of applications in industry, the maritime sector, infrastructural projects as well as the automotive industry. Approx. 90% of the stainless steel coils are exported for the world market.”
Production
On a daily basis, the Avesta production site is supplied with over 3,000 tons of recycled scrap metal, transported in tens of trucks and trains. The material is preheated by using the energy of the off-gases. Subsequently, it is moved to the electric arc furnace where it is turned into liquid stainless steel. The liquid steel is casted into slabs by means of a continuous casting machine. Having undergone various surface treatments and passing through the ‘walking beam furnaces’, the slabs go to the hot rolling mill. As soon as the stainless steel slab has the required thickness, it is rolled up into coils and passed to the annealing and pickling line. For safety reasons, each coil of stainless steel is held together by several straps. Hans Spaans, Technical Director at Tebulo Industrial Robotics: „De-strappers of our organisation detect these straps and remove them fully automatically, handing them to a Tebulo strapwinder that converts the straps into a scrap package. Next, the resulting scrap packages are whisked away by a conveyor belt.” The pickling line removes the oxide film from the sheet material which prepares the blank material for the inspection line. At this point it is checked whether the surface treatments have been carried out sufficiently and/or whether there are any structural faults in the material. Once the material passes inspection, depending on customer demand, it goes to one of the three finishing lines or a combination of these three, further rolling the material out to the right thickness or cutting it into sheets. Next, the coils are rolled up for transport. Depending on the material’s strength, thickness and surface condition, conventional binding machines apply several steel straps per coil. When asked how many straps per month this amounts to, Modigs responds: „Converted in a round number, this amounts to approximately 15,000 pieces per month”.
‘Fewer pinching accidents and injuries thanks to the deployment of the De-strapper’.
Line Integration
Spaans explains that the five De-strappers of Tebulo Industrial Robotics are placed in various places in the process. „One of the five De-strappers moves back and forth on rails at the beginning of the annealing and pickling line between two so-called ‘coil cars’, to serve two production lines. This not only improved the production performance of both lines, it also enabled the operators to safely place the materials on both lines. The removal of the straps from incoming stainless steel coils happens on a turning table utilized for both lines.” Modigs says: „Having strip removal process automized has improved efficiency, but more importantly safety for the operators as they no longer have to climb onto the lines to manually remove the straps from the steel coils. Designing robots that could be integrated within these lines required detailed planning. The optimal solution turned out to be robots, which could be moved in and out of the production lines.” The last two of the five De-strappers are located on the production lines, each with their own safety fence. The implementation of the robots has resulted in a production increase.
De-strapper
The De-strapper is a robot system which over the full width of the coil detects the tie straps, cuts these and removes them to a waiting ‘strapwinder’. Moreover, this robot system also carries out other tasks, such as finding the ‘end tail’ and positioning it. The strapwinder collects and winds up the tie strap and compresses it into a scrap package. Next the package is transported by a conveyor belt to an available container. Spaans explains: „The first De-strapper was supplied to a pickling line in Canada in 2004. It was a hit. So in the same year they added a second De-strapper. Since then, technologically, the De-strapper has been further developed by our engineers. De-strappers of the latest generation are able to effortlessly cut and process the thicker and stronger tie straps of high strength steel. Upon demand, the De-Strapper may be equipped with various options. Just think of its scanning functionality for shape recognition of rolled steel, reel opening detection, a functionality for bar code scanning and/or a camera for access control or product number identification.”
Results
When asked to what extent the installed De-strappers at Outokumpu have contributed to increased safety on the shop floor, Modigs responds: „The installation of these robot systems truly made a difference in our organisation. Since these systems were put into operation, we have been able to reduce the total recordable incidents (TRI) considerably. So the results were surprisingly better than expected, which is good news for our employees. For this reason, we decided for this solution at the time. The straps cut by the robots are no longer able to cause safety hazards, thanks to Tebulo’s patented innovative cutting and clamping mechanism that holds the straps in place with a stamp. With the investment in the robot de-strapping system, we have improved the yield of finished products, we have created more efficient processes in all process lines and, above all, we have improved safety at our workplace, which was our ultimate objective.”